
|
|
|
|
Главная страница » Электрика в театре » Измерительные коммутаторы амплитудно модулированных цепей 1 ... 19 20 21 22 23 24 25 ... 44 Структурная схема устройства, реализующего это выражение, приведена на рис 12.30. При параллельном анализе анализатор состоит из набора таких устройств, а генераторы имеют разные фиксированные частоты. В [12.9] показана возможность выполнения спектрального анализа при использовании ортогональных > GSJti \coscJt sin ojt Рис. 12.30. Схема бесфильтровой спектральной измерительной системы фильтров Лагерра. Представляется возможным использование разложения Фурье--Уолща. Достоинства бесфильтровых анализаторов связаны с получением высокой разрешающей способности, что позволяет их использовать для детального анализа отдельных участков спектра. Б. Системы автоматического контроля САК| г л а в а 13 ТЕОРЕТИЧЕСКИЕ ОСНОВЫ АВТОМАТИЧЕСКОГО КОНТРОЛЯ 13.1. функция и основные гиды систем автоматического контроля Под контролем понимается процесс установления соответствия между состоянием объекта контроля и заданными нормами. В результате контроля выдается суждение о том, к какой из нормированных качественно различающихся областей относится рассматриваемое состояние объекта контроля. В принципе, при контроле нет необходимости знать значения контролируемых величин. С это.й точки зрения контроль является операцией сжатия информации, устранения ненужных в данном случае сведений об объекте контроля. Контроль может быть осуществлен везде, где имеются установленные нормы. Нормы задаются самым разнообразным образом. Так, например, они могут задаваться в виде объема конкретных знаний предусмотренных программой подготовки сту- дентов, в виде ооласти количественных значении, определяющих нормальное состояние объекта. В дальнейшем рассматривается лишь контроль, при котором описания норм заданы в количественном виде с помощью аналоговых и цифровых уставок, а результатом контроля является количественно определенное суждение о состоянии объекта контроля. Такой контроль широко применяется в промышленности при оценке состояния сырья, процесса производства и готовой продукции и называется техническим контролем. Затраты труда на выполнение операций контроля в современном производстве очень велики. Достаточно сказать, что для обеспечения технологического контроля ряда машиностроительных и ра;иоэлектронных заводов используется до 30% рабочих, многие изделия радиоэлектронной и радиотехнической промышленности подвергаются полному контролю. Конечно, область контроля с выдачей количественных сужде НИИ о состоянии исследуемого объекта не ограничивается только техническим контролем в промышленности. Контроль окружающей среды, физиологического состояния человека, метрологических характеристик средств измерения, контроль работоспособности эксплуатируемых технических средств-вот далеко не полный перечень объектов контроля, для которых имеются определенные количественные нормы и выполняется или может выполняться контроль с выдачей количественных суждений. Операции контроля могут выполняться как с участием человека, так и без его участия, т. е. автоматически. Уровень автоматизации устройств контроля может быть определен приближенно отношением объема операций, выполняемых ручным способом, к общему объему операций процесса контроля. Автоматическими устройствами контроля называются обычно устройства, у которых это отношение составляет 5%, у полуавтоматических устройств оно находится от 5 до 50%, У ручных превышает 50%. Не следует думать, что автоматизация контроля экономически выгодна всегда. Она становится выгодной, как правило, по мере увеличения количества операций и объектов контроля и сокращения времени, отводимого на контроль. При проведении многочисленных однообразных проверок человек на определенном этапе не может справиться с большим потоком контрольной информации, увеличивается количество ошибок контроля, возникает необходимость в автоматизации операций контроля. Автоматический контроль совершенно необходим, когда участие человека в процессе контроля невозможно. Особо нужно подчеркнуть важность автоматического контроля для работы современных систем автоматического управления. Автоматический контроль выполняется с помощью контрольно-измерительных приборов и систем автоматического контроля. В системах автоматического контроля (САК) контролируется большое количество величин или (и) выполняется значительная обработка информации, необходимая для выдачи количественного суждения о состоянии объектов контроля. Подавляющее больщинство САК базируется на использовании элементов современной электроники. Это во многом определяется наличием относительно хорощо разработанных методов и средств преобразования разнообразных контролируемых величин в электрические сигналы и удобством выполнения преобразований, передачи и обработки электрических сигналов. Поэтому большинство реализаций САК основывается на электрическом принципе действия. Состояние объекта контроля может оцениваться по входным величинам Xo=Xoi, Х02, ., Хоп, воспринимаемым системой от объекта и отражающим его свойства, или по значениям функций от входных величин H(Z). Величины или функции которые непосредственно сопоставляются с уставками, называются далее контролируемыми величинами, или параметрами. Описания норм, реализованные в виде аналоговых уставок, обозначаются через C=ci, С2, ..., Cm, а в цифровом виде - DC==Dci, Осг -.. Чтобы получить в результате контроля информацию о соотношении между текущим состоянием объекта контроля и установленным нормальным его состоянием, любая САК должна выполнять следующие основные функции: I{Xo/Xi)-восприятие входных величин Хо=Хо1, Хо2, -., хоп и преобразование их в сигналы, необходимые для последующих операций .i=a;ii, л;12 -, Хщ; 1(C), I(DC)-формирование и реализация норм в аналоговом и цифровом видах; 1(СЯ:Х, С), 1[СК:Я(Х), С], I(CR:Z, DC), 1[СК:Я(2), DC]-сравнение входных величин или функций от них с описанием норм; 1{СН:Х), 1[СН:Н{Х)]-формирование количественного суждения; I(R:CH X), I[R:CH Н{Х)]-выдача количественных суждений о состоянии объекта контроля; Ф(Ф*) - автоматическое управление работой системы. Системы автоматического контроля могут также выполнять следующие функции: I (x/z) - аналого-цифровые преобразования; I(R : X), I(R :Z) - выдачу аналоговой или цифровой информации; I(F:X), I(CP:Z), I(F.CH X)-вычислительные процедуры над аналоговыми и цифровыми сигналами или над результатами контроля; и, Р, Т, I(Uk), 1{Rk), 1{Тк)-формирование возбуждающих и компенсирующих воздействий на объект контроля, необходимых для получения контрольной информации; 1(СН:СН X) - выполнение операций самоконтроля системы. Операторы ЦОС), I(CR:Z, Dc)I(CP:Z), а также операторы управления системой могут выполняться или формироваться как аппаратными, так и программными средствами. Вследствие наличия уставок и определяемых ими зон допуска контролируемых величин такой контроль называют допусковым. Нужно отметить безусловное родство процессов контроля и измерения, заключающееся в обязательном наличии операций сравнения входных или производных от них величин: при измере- НИИ - с мерами (овеществленными единицами измерения), а при контроле-с уставками. При выполнении операции сравнения контролируемой величины с одной уставкой имеется возможность осуществить двух-альтернативный контроль, т. е. разделить состояние контролируемой величины на две области (л;<с, х^с), одну из которых можно считать областью нормального состояния. Часто может быть выделено несколько качественно различных состояний объекта. Так, например, для технологических процессов или эксплуатируемых установок помимо областей нормальных Рис. 13.1. Способы описания норм и контрольно-измерительной информации: а - через абсолютные значения; б - от иосительно номинального значения контролируемой величины
режимов могут быть выделены области предаварийных и аварийных состояний, а Нри дискретном производстве помимо годных и бракованных изделий могут быть выделены различные градации брака и годных состояний. Так, могут быть выделены изде ЛИЯ с исправимым и неисправимым браком, несколько сортов годной продукции. В САК описания норм и контрольно-измерительная информация могут быть представлены по абсолютным значениям либо по отклонению от номинального значения (рис. 13.1). Сравним эти способы в случае, если значения контролируемых величин равновероятны и абсолютная максимальная погрешность измерения равна е [13.1]. Будем считать также, что границы зоны допуска симметричны относительно Со, т. е. ДСв=ДСп=ДСо, и необходимо определить, находится контролируемая величина в зоне допуска или вне ее. При использовании способа абсолютных значений количество двоичных ячеек памяти, необходимое для о;)ганизации операций контроля, равно: log ££22. Реализация способа отклонений возможна при наличии количества ячеек памяти, равного: Разница между количеством ячеек памяти, требуемых для этих двух способов, будет равна: Если Св>Со, Хтах> {Ах) max И Сн>ДСи, ТО Таким образом, при использовании способа отклонений выигрыш в количестве элементов памяти при формировании описаний норм и выдаче результатов измерения и контроля можетбыть весьма существенным. Еще более значительным этот выигрыш может быть, если измерительные цепи будут давать на выходе сигнал, пропорциональный Ах=со-х. В САК применение находят оба способа описания норм и выдачи контрольно-измерительной информации. Остановимся кратко на основных видах САК, используя общую классификацию ИИС (см. гл. 2) и детализируя ее в необходимой мере с учетом специфики систем контроля. Контролируемые величины можно классифицировать, так же как и измеряемые величины, по количеству (п=1, п^2) входных величии, изменению их во времени, распределению в пространстве (сосредоточенные в точке и распределенные). Кроме того, можно выделить зависимые друг от друга, активные и пассивные в энергетическом отношении контролируемые величины. Следует различать специализированные, предназначенные для выполнения узконаправленных операций контроля, и универсальные САК. Последние, как правило, содержат в своем составе программируемые вычислительные и управляющие средства (микропроцессоры, микро-ЭВМ и т. п.) и создаются на основе использования управляющих вычислительных машин или функциональных блоков агрегатных комплексов ГСП, объединяемых стандартным интерфейсом. Различаются САК, встроенные в объект контроля, и внешние по отношению к нему. Встроенные системы преимущественно применяются в сложном радиоэлектронном оборудовании и входят в комплект такого оборудования. Такие системы специфичны - для их построения часто используются функциональные блоки контролируемого оборудования. Внешние по отношению к объекту контроля системы обычно более универсальны. Иногда используется разделение САК на пассивные и активные (т. е. воздействующие на свойства объекта контроля) системы. В активных системах используются устройства типа подна-ладчиков технологических процессов. Большинство же САК относится к пассивным, выдающим суждение о состоянии объекта, но не принимаюи^им решения об изменении этого состояния. К пассивным САК можно отнести и сортирующие автоматы, так как в них отсутствует воздействие на объект контроля, изменяющее его свойства. К внутренним классификационным признакам собственно САК в первую очередь следует отнести: выполнение контроля входных величин или параметров, являющихся функцией от них; наличие одной-двух и более уставок; выполнение операций сравнения контролируемых величин или параметров с уставками на аналоговом или на цифровом уровнях; структуры системы (предельные - последовательного и параллельного действия). Целесообразно остановиться на одном важном для классификации рассматриваемых систем вопросе несколько подробнее. Дело в том, что в подавляющем большинстве САК выполняется процесс измерения и на выходе систем помимо результатов контроля при необходимости выдаются результаты измерения. Это позволяет более подробно изучить состояние объекта. Кроме того, если описание норм в системе задано в цифровом виде, то чаще всего результаты измерения и описания норм представляются в цифровом виде. В этом случае результаты измерения могут быть использованы для более рационального выполнения операций контроля (в частности, для определения частоты их проведения). Можно утверждать, что большинство САК выполняют функции измерений входных величин и в этом смысле являются одновременно и измерительными системами. Операции контроля могут выполняться после измерения в цифровом виде программным путем в измерительно-вычислительных системах. 13.2. О ВЫБОРЕ КОНТРОЛИРУЕМЫХ ВЕЛИЧИН И ОБЛАСТЕЙ ИХ СОСТОЯНИИ Задачи выделения набора контролируемых величин и определения областей контролируемых состояний решаются на основе анализа свойств объекта контроля, учета особенностей его работы и оценки возможностей САК совместными усилиями специалистов, создающих или эксплуатирующих данный объект контроля и САК. Во многих практических приложениях (например, при контроле готовой продукции) контролируемые величины и области их нормальных значений задаются заранее в соответствии с техническими или технологическими требованиями, предъявляемыми к объекту контроля. Тогда, естественно, набор величин и их состояний, подлежащий контролю, предопределен. В общем случае состояние объекта контроля может оцениваться большим количеством величин, так что встает задача выбора минимально необходимого набора величин, обеспечивающего достаточно надежную оценку состояния объекта. Одним из путей решения этой задачи при определении работоспособности объекта контроля является упорядочение таких величин по степени их влияния на оценку работоспособности объекта и ограничение их набора такими величинами, которые обеспечат заданную вероятность оценки работоспособности. Положим, работоспособность объекта может характеризоваться величинами хи ..., хи- Если события, обеспечивающие работоспособность объекта по величине Xi, обозначить через Л,-, то вероятность работоспособности всего объекта (при зависимых событиях Ai) р^р (Л., ...,А,) = р (Л,) р (Л, I Л.).... р{А,\А,...., Л^ ,) = Д В этом выражении I - условная вероятность безотказной работы объекта, оцениваемая по величине л: вычисленная при условии, что объект работоспособен по всем величинам от xi до -Xi-i. В целях минимизации количества контролируемых величин разумно для контроля первыми выбирать величины, связанные с наименьшей вероятностью безотказной работы объекта. Общее количество контролируемых величин можно определить, если задана допустимая вероятность работоспособности Рдоп из следующего соотношения: Pjou <WPi\ l-l (t) П h, / 11-1 <)-/=1 i=k, + l В этом выражении p . (t) - условная вероятность безотказной работы по у-й неконтролируемой величине к моменту времени х окончания контроля; p . j (х) - то же, но для г-й контролируемой величины. Отношение количества контролируемых величин к общему количеству величин, характеризующих состояние объекта контроля, носит название полноты контроля. При независимых событиях Л; Рдш^Д Pih Д Р^г i=\ /=Й1 + 1 При контроле функционирования и работоспособности сложных динамических объектов в виде, например, совокупности управляемого объекта и устройства автоматического управления выбор контролируемых величин и их нормальных значений может ыть выполнен в результате анализа дифференциальных уравнений, описывающих поведение системы. При таком анализе, естественно, учитываются назначение системы и критерии оценки ее поведения. Так, для автоматически управляемых объектов зоны нормальных значений величин определяются зачастую из требования поддержания устойчивости заданного режима [13.2]. Выбор контролируемых величин может также производиться таким образом, чтобы были удовлетворены заданные достоверности контроля, временные или стоимостные критерии и т. п. 13.3. ОШИБКИ КОНТРОЛЯ При планировании контрольного эксперимента и системном проектировании САК широко используются методы теории вероятностей и математической статистики. Круг вопросов, решаемых при этом, довольно велик. Остановимся в этом параграфе на некоторых общих вопросах статистического анализа процессов контроля, имеющих важное значение преимущественно для контроля технологических процессов.
Определение количества годных объектов контроля при заданных распределениях вероятностей контролируемых величин в границах допуска продукции в случае, если погрешности устройств контроля не учитываются, особых затруднений не представляет. Положим, задана плотность распределения вероятностей значений контролируемой величины /(л;), нижняя с„ и верхняя Св. границы нормы (рис. 13.2). Тогда количество изделий годной продукции в долях от общего количества а негодной 1Гз= Hx)dx; 1Г„= ]\{х)йк. Если случайная величина х распределена по нормальному закону, то для подсчета Wr, Wb, используются таблицы интеграла вероятностей (функции Лапласа). Наличие погрешностей устройства контроля приводит к специфическим ошибкам, характеризующим качество контроля. Различаются при этом ошибки первого рода, которые носят также название риска поставщика, или ложной тревоги, и определяют вероятность отнесения годных объектов контроля к негодным, и ошибки второго рода, или риск потребителя, пропуск перехода, при наличии которых негодные изделия классифицируются как годные. Если контролируемая случайная величина х и погрешность устройства контроля у в вероятностном смысле независимы, то-результат контроля можно получить, оперируя с композицией плотностей распределения j{x) и ф(). На рис. 13.3 показаны шлотности распределения вероятностей контролируемой величины и плотности распределения погрешностей устройств контроля. Как известно, если плотности распределения f{x) и (р(у) нормальны, то плотность распределения суммы независимых случай-ных величин будет также нормальной, математические ожидания .и дисперсии случайных величин х и у при этом складываются. 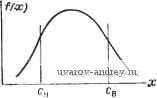 <Р(У) -у 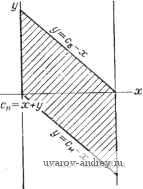 Рис. 13.3. Плотности распре-.деления вероятностей контролируемой величины и погрешностей устройств контроля Рис. 13.4. Композиция /(v) и При выполнении процессов контроля обычно справедливо ус-.ловие (Св-Сн) >Утах- С учетом этого условия можно найти [13.3, 13.4, 13.5]: вероятность ошибки первого рода (риск поставщика) fiy)dy вероятность ошибки второго рода (риск потребителя) W.r-rjfi) ] f{y)dy dx-\~]f{x) ] f{y)dy долю бракованных изделий как по результатам контроля, так :н фактически г г= ffW + ?/(х) J f{y)dy+ J v{y)dy dx + j ?{y)dy+ j 9{y)dy Пределы интегрирования в этих выражениях определяются из композиции плотностей f(x) и ф(у) (рис. 13.4). Ошибка первого рода часто определяется следующим образом: =1г-нг/*- Здесь в знаменателе применяются следующие выра- жения: 157,=- f{K)dx. W,,ff{K) J {y)dy dx или Wj, = f{x)dx. Соответственно ошибка второго рода определяется р = =:157 ,/(1-1П- При вычислении вероятностей по этим формулам имеются определенные трудности. Для практических целей представляет интерес использование приближенных оценок этих вероятностей. Для их вычисления приходится прибегать к численным методам интегрирования. Кривые f{x) и ф() разбиваются в пределах утах около границ допусков на несколько частей, подсчитыва-ются вероятности нахождения в каждой из них контролируемых изделий (pi, р2,...,рп) и вероятности получения результатов контроля (91, q2,--;qn)- Тогда вероятность, определяющая риск поставщика, будет при симметричных кривых плотностей распределения f{x) и ф(у) выражаться суммой частных произведений вероятностей pi, входящих в зону допуска, и вероятностей выхода результатов измерений г-х значений контролируемых величин за зону допуска. Так, например, если [=5, то можно получить следующие составляющие вероятностей браковки годных изделий: Г; нг 2 [р, {q, + -1- -f -f q) -f (q 4. д^) + (9i + 92 + а,) + А (9, + 92) + А9.]-Аналогичным способом можно получить численные значения \г:г-г. Кг- г. Для приближенных расчетов используются номограммы, связывающие оценки ошибок первого и второго рода для нормальных плотностей распределен-ия вероятностей f{x) и Ц){у), средних квадратических отклонений погрешности устройств контроля оу и контролируемой величины Ох и симметричной зоны допуска I. Ниже приводятся номограммы, заимствованные из [13.6]. При заданных значениях а, l/ox по номограмме на рис. 13.5 можно найти либо Зоу , либо Зоу/ох. Например, при симметричном поле допуска и заданных а=0,02 (р=0,01) и 1/ох=2,5 по графику на рис. 13.5 3ar/Z 0,55 или Зау/ах 1,6. Номограммы, связывающие ошибку второго рода и 1/ох с погрешностью устройства контроля, представлены на рис. 13.6. Следует обратить внимание на то, что ошибки второго рода меньше ошибок первого рода при одинаковых погрешностях устройства контроля и прочих равных условиях. Так, если Зоу/ох= = 1,6 и 1/Ох=2,5, то 2Р 0,002. 1 ... 19 20 21 22 23 24 25 ... 44 |
|||||||||||||||||||||||||||||||||||||||||||||||
|
© 2000-2026. Поддержка сайта: +7 495 7950139 добавочный 133270.
Заимствование текстов разрешено при условии цитирования. |